
Гільйотини
Гільйотини і гільйотинні ножиці для різання металу
 Різання металу за допомогою гільйотини – це універсальний, дешевий і швидкий спосіб прямолінійного розкрою листового металу. Гільйотинні ножиці діляться на кілька типів: ручні, електромеханічні та гідравлічні гільйотини, а також шабельні і важільні ножиці. Більш детальну інформацію дивіться у статті "7 фактів про гільйотинах і якісної різанні" внизу сторінки.
Різання металу за допомогою гільйотини – це універсальний, дешевий і швидкий спосіб прямолінійного розкрою листового металу. Гільйотинні ножиці діляться на кілька типів: ручні, електромеханічні та гідравлічні гільйотини, а також шабельні і важільні ножиці. Більш детальну інформацію дивіться у статті "7 фактів про гільйотинах і якісної різанні" внизу сторінки.








 125 599 ₴В наявностіQ01-1.5x1320
125 599 ₴В наявностіQ01-1.5x1320 125 599 ₴В наявності372003
125 599 ₴В наявності372003- 130 085 ₴В наявностіQ01-1.25x2000
- 188 399 ₴В наявностіQ01-0.8x2500
 206 790 ₴В наявностіGR1000
206 790 ₴В наявностіGR1000- 212 173 ₴В наявностіGR1250
- 242 137 ₴В наявностіGR1500
- 307 493 ₴В наявностіGR2000
 374 016 ₴В наявностіGR2500
374 016 ₴В наявностіGR2500- 462 115 ₴В наявностіGR3000
 462 429 ₴В наявностіHT100
462 429 ₴В наявностіHT100- 462 429 ₴В наявностіHT150
- 462 429 ₴В наявностіHT150
- 545 818 ₴В наявностіHT250
- 711 788 ₴В наявностіHT310
 137 890 ₴В наявностіSGM-H 1270
137 890 ₴В наявностіSGM-H 1270 107 226 ₴В наявностіKHS-1250
107 226 ₴В наявностіKHS-1250 12 784 ₴В наявностіHS-500
12 784 ₴В наявностіHS-500 20 186 ₴В наявностіHS-800
20 186 ₴В наявностіHS-800 21 307 ₴В наявностіHS-1000
21 307 ₴В наявностіHS-1000 22 518 ₴В наявностіHS-1300
22 518 ₴В наявностіHS-1300


Як купити Гільйотини
Компанія "ЗВАРЮВАЛЬНІ-ТЕХНОЛОГІЇ" поставляє Гільйотини у всі міста України .
У нас ви можете купити Гільйотини виробників: СВС TTMC
Придбати Гільйотини в нас дуже легко:
Виберіть цікавить обладнання у підрозділі вище Дізнайтеся характеристики, подивіться фото і відео, натиснувши на назву моделі Дізнайтеся способи оплати, доставки та запуску обладнання в розділі "Як купити" Зателефонуйте безкоштовно з будь-якого міста України +38-067-539-09-90 або надішліть запит на svartech.com.ua@gmail.com
7 фактів про гільйотинах і якісної різанні
1. Що таке гільйотина? Гільйотини застосовуються для прямолінійного різання листового металу, пластику та інших матеріалів і складаються з станини зі столом, системи притиску листа, рухомого і нерухомого леза і заднього упору для забезпечення необхідного розміру відрізаній деталі. Матеріал фіксується за допомогою притисків і розрізається між протилежними крайками двох лез.
Гільйотини бувають трьох типів: ручні, електричні і гідравлічні. Ручні гільйотини використовують як на малих, так і на великих виробництвах. Ручні гільйотини бувають шабельні і з прямою балкою. Переваги гільйотин шабельного типу - мобільність (через малих розмірів) і відсутність обмеження у довжині реза з-за своєї конструкції.
На гільйотинах з прямою балкою якість різу менш залежно від оператора. Електричні гільйотини поділяються на роторні та редукторні. Роторні цікаві своїм співвідношенням ціна-якість, це повноцінна електрична гільйотина. Редукторні працюють рівніше і тихіше, до того ж саме на них є можливість встановлення великої кількості опцій (упорів, лічильника реза і т. д.) найпопулярніший варіант - 2500/2.5. Ці гільйотини дозволяють працювати з металом від 0.5 до 2.0 мм завтовшки без перенастроювань.
2. Принцип роботи гільйотин Всі гільйотини працюють за однаковим принципом, відрізняється лише точність і продуктивність. Процес різання складається з витяжки, розрізання лезами і розлому металу.
Якість зрізу визначається станом лінії різу, вона повинна бути максимально рівною, а частка розлому металу повинна бути мінімальною. При процесі різання велике значення мають три основних параметри – це величина нахилу верхнього ножа, зазор між лезами і ступінь гостроти та загальну якість лез.
3. На що впливає зазор між лезами? Зазор (відстань між лезами) – головний фактор для отримання якісного реза.
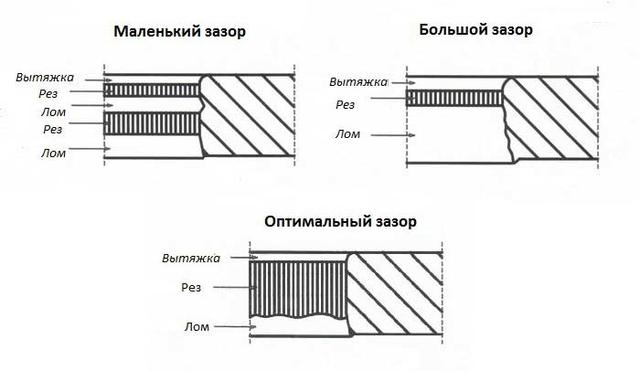
Якщо недостатній зазор – зусилля при різанні буде вище, відповідно зростуть за гільйотини, але приблизні значення виглядають так: 0,06 мм на кожний мм товщини листа до 10 мм.
4. На що впливає нахил верхнього ножа? Нахил верхнього ножа (кут між лезами) також впливає на дефекти різання, особливо при резке вузьких смуг, і на зусилля при різанні. Чим більше товщина металу, тим більш крутим повинен бути кут. Правильно підібраний кут нахилу дозволяє отримати ідеальний зріз.
5. Гострота ножів і матеріал виготовлення Ступінь гостроти ножів визначає ставлення різу до розлому металу. Чим гостріше леза, тим легше відбувається сам рез і тим менше розламується метал. Також необхідно звертати увагу на твердість матеріалу, з якого виготовлені леза, наприклад, для різання нержавіючої сталі потрібні більш тверді ножі, ніж для звичайного заліза.
6. Види різання дефектів і способи їх усунення При неправильному налаштуванні зріз металу може мати різноманітні дефекти: - дефект вигину Виражається у вигині відрізаною заготовки. Виникає в результаті відсутності жорсткості заготовки і неправильної налаштування кута між лезами. Для усунення дефекту необхідно вибирати гільйотину з меншим кутом між лезами і підтримувати отрезаемую заготовку.
- дефект непрямолінійність кромки Виражається в деформації відрізаною заготовки.
Для усунення дефекту необхідно контролювати зазор і загальний стан лез. - дефект саблевидности
Виражається також у вигині відрізаною заготовки. Для усунення дефекту необхідно вибирати гільйотину з меншим кутом між лезами і робити надрізи уздовж напряму ліній прокатки металу.
- дефект скручування Виражається в скручуванні відрізаною заготовки вздовж її осі. Виникає при резке вузьких смуг. Для усунення дефекту необхідно вибирати гільйотину з меншим кутом між лезами і зменшити швидкість різання.
7. Правильная настройка гильотины - залог качественного реза Гильотина нуждается в грамотной настройке при каждой конкретной задаче. Также необходимо постоянно контролировать положение, угол и степень заточки лезвий, своевременно переворачивать и смазывать их. В результате качество реза на гильотине зависит в основном не от качества самого станка, а от ответственности и профессионализма работающего на нем персонала.траты на переточку инструмента из-за увеличенного износа лезвий.
Якщо зазор занадто великий – метал буде м'ятися між лезами і кромка буде виходити з деформаціями. Для отримання гладкого і рівного зрізу необхідні ідеально вирівняні і грамотно налаштовані ріжучі леза. Точне вірне значення зазору, відповідну товщині і типом металу, ви можете уточнити в паспорті або інструкції