
Установка для зварювання балок BEAM-MATIC CT1
- В наявності
- Код: CT1
Ціну уточнюйте
- +380 (50) 726-25-61менеджер

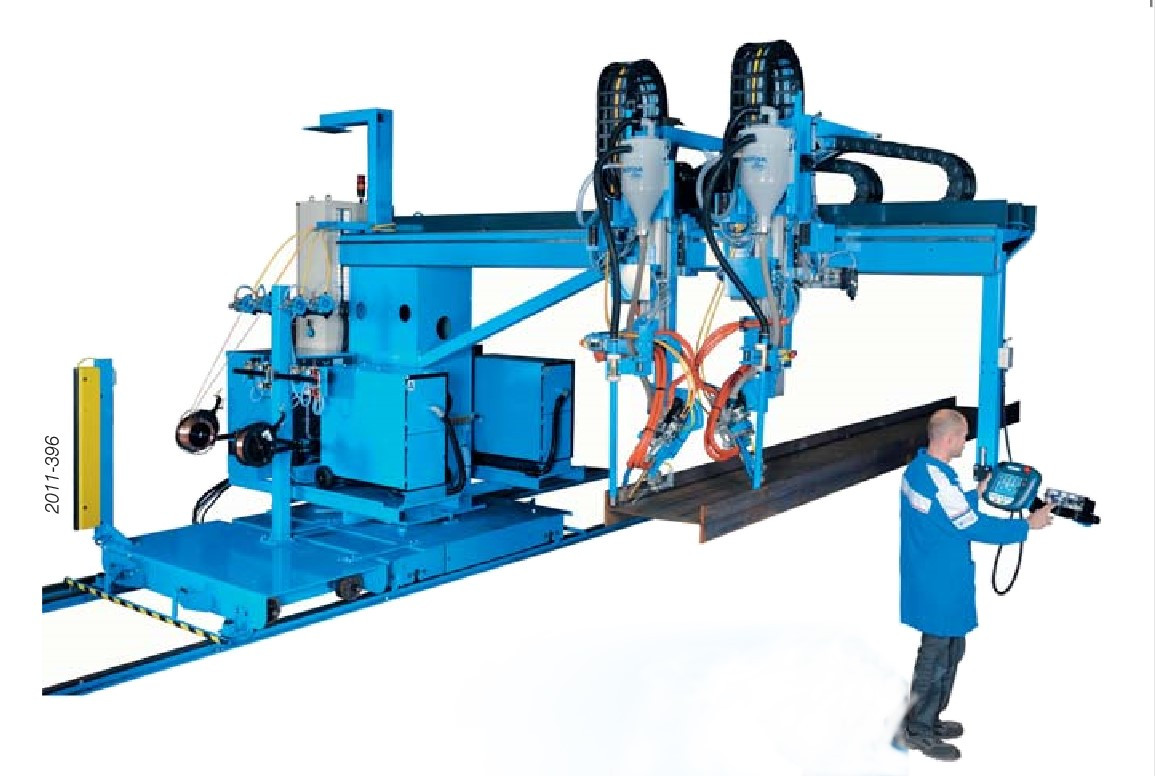
Установка BEAM-MATIC призначена для зварювання балок під флюсом.
Машина BEAM-MATIC представлена моделями CT і LM.
Основні характеристики BEAM-MATIC CT1:
-
Підстава CT з консоллю (без можливості підйому-опускання консолі)
-
Обладнання для зварювання дротом на 25кг касетах в моноэлектродном режимі і 2 касетами по 15кг розщепленої дугою (TWIN).
-
Відстань між рейками для руху основної каретки установки: 1650мм
-
Розміщення органів управління на кінці консолі
-
Обертання консолі: можливість роботи в 2х дільницях складання-зварювання по обидві сторони рейкового шляху зварювальної системи (див. нижче)

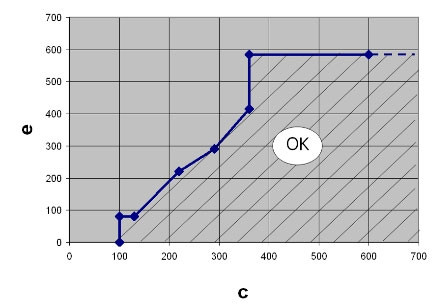
Габарити зварюваних деталей

| min | max | ||
| a : Товщина полиць | мм | 10 | 100 |
| b : Товщина стінки | мм | 4 | 50 |
| c : Ширина стінки | мм | 100* | 2000 |
| d : Висота полиці | мм | - | 1170 |
| L | м | - | 30 |
| Téta | ° | 20 |
* Мінімальне значення ширини полиці "c" залежить від габаритів "e"
Типи зварювальних балок
4 типи зварювальних балок

Схематичне зображення
BEAM-MATIC CT1 : База + касети з дротом + Рейки 1650 + Управління на кінці консолі


Варіант машини:

Опис BEAM-MATIC
1. Основна моторизована каретка
Каретка складається з:- Підстави
- Неодружена каретка з 2ма роликами і пристроєм очищення рейок
- Каретка з приводом з 2 роликами
- 2 направляючих кулькових підшипника, спереду і ззаду каретки
- Мотор-редуктор з макс. швидкістю 10м/хв
- Органи аварійної зупинки спереду і ззаду для захисту оператора яких перешкод на шляху переміщення консолі
- Спеціальна зона на каретці для заземлень по рейках
2. Комунікації
- Живлення : 400 В, 3Ф - 50 Гц-150кВА (без нейтр.)
- Стиснене повітря з тиском мінімум 6 бар
- Установка BEAM-MATIC поставляється з кабелеукладчиком для кабелів і повітряних шлангів, направляючими для нього, а також коннекторами для підключення в систему (наша компанія не виконує підключення обладнання до системи електроживлення замовника)
- Кабелеукладальника встановлений між рейками
3. Рейковий шлях
Рейки поставляються секціями по 6 або 3м. Анкерні болти надаються разом з рейками.
Приклад: при загальній довжині рейок 12м корисний хід 9.5 м.

4. Розміщення зварювальних пальників на консолі
- BEAM-MATIC CT складається з 1 основи з поворотним механізмом з кульковими підшипниками і 1 консолі, на якій розміщуються каретки CTP2 зі сварок.головами
- 2 кабелеукладача для кабелів зварювальних головок
- консоль CTP2 оснащена 2 моторизованими каретками зі зварювальними пальниками
Додаткове освітлення
На консоль може бути додатково встановлено освітлення зони зварювання і зварювальних головок.

Обладнання для зварювання під флюсом
Зварювальні головки C200
1. Конструкція
Склад зварювальної головки:
-
Каретка CTP2 з приводом 3м/хв
-
Моторизована напрямна (хід 200мм) для регулювання висоти (механізмом стеження за швом)
-
мотор-редуктор механізму подачі дроту DX7, пальник
-
Щуп стеження за швом з ручною направляючої для коригування положення електродного дроту щодо шва в поперечному напрямку, хід 50мм,
-
Блоки системи управління стеження за швом TRACKMATIC
-
Бак флюсовий ємністю 10 л з автоматичним клапаном подачі бічним завантаженням
-
Шланг системи збору невикористаного флюсу.
-
Аварійний стоп
2. Напрямна вертикальна
Версія з вертикальними напрямними з ходом 200мм:

3. Вузол стеження за швом
Механізм пропорційного стеження за швом TRACKMATIC переважно використовується для зварювання під флюсом.
Він дозволяє виконувати стеження за швом по 2м напрямами без обмежень.
Принцип дії заснований на корекції швидкості і напряму руху зварювальної головки в залежності від деформації щупа. Така технологія забезпечує хороше позиціонування пальника по шву, навіть при сильних відхиленнях (до 20°).
Збільшуючи продуктивність зварювальної системи, щуп і гарантує стабільну якість зварювання.
Опис основи зварювальної системи
Маючи багаторічний досвід у зварюванні, зокрема, у зварюванні під флюсом, компанія ALW пропонує вам зварювальну систему SUBARC 5 для зварювання і наплавлення під флюсом.
Це повна гамма ефективного обладнання із застосуванням мікропроцесорної технології, що поєднує продуктивність, гнучкість у використанні і гарантованою високою надійністю в управлінні зварювальним циклом.
Система дозволяє заздалегідь точно налаштовувати параметри зварювання і забезпечує стабільні підпал.
Функціонал системи:
-
Зварювання під флюсом:
-
Постійний струм: жорсткі або пологопадающие характеристики джерела
-
Змінний струм: пологопадающие характеристики джерела
-
-
Конфігурація для зварювання 1м електродом, методом «twin» або «тандем»
Основні компоненти системи:
-
Блок керування зварюванням
-
Блок живлення
-
Механізм подачі дроту DX7
-
Кабелі управління довжиною 17 або 22 м
Блок керування зварюванням

-
Надійні, прості і зручні для використання елементів управління.
-
Цифрова індикація трьох параметрів: струм, напруга та швидкість подачі зварювального дроту.
-
Попереднє налаштування напруги і зварювального струму.
-
Зберігання і індикація цифрового відображення зварювального струму і напруги.
-
Виявлення короткого замикання зварювального дроту/оброблюваного виробу і відображення в ручному режимі подачі дроту мінімізує навантаження на опори головки подачі зварювального дроту.
Блок живлення

-
Всі елементи управління для налаштування конфігурації установки легко доступні на передній панелі модуля живлення.
-
Повне управління всіма тимчасовими затримками циклу зварювання.
-
Перемикач технології зварювання (ДУГОВЕ ЗВАРЮВАННЯ ПІД ФЛЮСОМ або ЗВАРЮВАННЯ MIG/MAG).
-
Кріпиться у верхній частині джерела живлення на відстані від чутливих зон установки (біля дуги).
Механізм подачі дроту DX7
Проста жорстка механічна конструкція, яку легко конфігурувати згідно із застосуванням.
Тонкі налаштування для з двома ступенями свободи обертання дають можливість простого налаштування положення електродного дроту щодо виробу.
Доступні 2 моделі подаючого механізму DX7:
-
З малою швидкістю для одинарної дроту Ø 1,6 до 5мм або двох електродних дротів Ø 2,0 і 2,4 мм
-
З високою швидкістю двох електродних дротів Ø 1,2 і 1,6 мм
Плита мотор-редуктора подаючого механізму DX7 оснащена роликом, притискається і подає дріт. Пристрій оснащується 1 роликом (для моноэлектродной зварювання)або 2ма (ТВІН зварювання), що підвищує ефективність поадчи.
-
Харчування: DC 42В
-
Max споживання: 5,5 A
-
Тахогенератор: мотор 7В / 1000 об/хв
-
Швидкість подачі дроту : від 0,17 до 4,20 м/хв або від 0,6 до 15 м/хв
Система керування зварюванням D2C SAW

Панель управління дозволяє оператору керувати машиною і параметрами зварювання з загальної стійки.
Система D2C SAW керує рухом машини разом, а також пуском і зупинкою зварювального циклу.
Управління зварювальними параметрами виконується з відповідного окремого модуля.
Таким чином, зварювання виконується машиною автоматично.
Система D2C SAW дозволяє:
-
Програмно задавати довжину зварюваної балки (використовується датчик на мотор-редукторі)
-
Задавати довжину зварювання
-
Автоматично виконувати позиціонування зварювальних головок
-
Запускати цикл зварювання
-
Автоматично зупиняти цикл зварювання
-
Виконувати автоматичний підйом зварювальних голів
-
Автоматично повертати систему у стартове положення
Зварювальний джерело живлення постійного струму STARMATIC 1003DC

Зварювальний джерело живлення STARMATIC 1003 DC застосовується для зварювання з постійною напругою або постійною силою струму і розроблений спеціально для зварювання під флюсом.
-
Міцна і надійна конструкція
-
Захист від дії агресивного промислової середовища,
-
Вентилятор охолодження,
-
Оснащений термозахистом,
-
Простота транспортування з допомогою крана або навантажувача,
-
Швидке під'єднання до основної установці за допомогою простих і доступних з'єднувачів
-
Управляється дистанційно.
Посилена подача флюсу з системою рециркуляції
Посилена система подачі флюсу надає більшу автономність в роботі завдяки флюсовому баку ємністю 70л. Система подає флюс до стандартних флюсовим баків з їх системою рекуперації флюсу і автоматичними клапанами подачі флюсу. Система автоматичного регулювання подачі флюсу до стандартних баках враховує необхідне для зварювання кількість флюсу і рециркулює надлишок флюсу допомогою системи Venturi.
Наповнювати флюсовий бак просто, оскільки він розташований в підставі машини і легко доступний оператору. Така система подачі флюсу сприяє збільшенню автономності зварювальної машини і зростання продуктивності.
Принцип роботи:

-
Проміжний флюсовий бак з системою збору у зварювальної головки: ємність 10л
-
Флюсовий бак під тиском: ємність 70л
-
Стиснене повітря: тиск 3 - 5,5 бар
-
Максимальна температура флюсу при використанні : 60°C

Детекція рівня флюсу
Опція, що включає датчик рівня і світловий індикатор, що попереджає оператора про необхідність додати флюс в основний бак під тиском
| Основні атрибути | |
|---|---|
| Виробник | Air Liquide Welding |
- Ціна: Ціну уточнюйте