
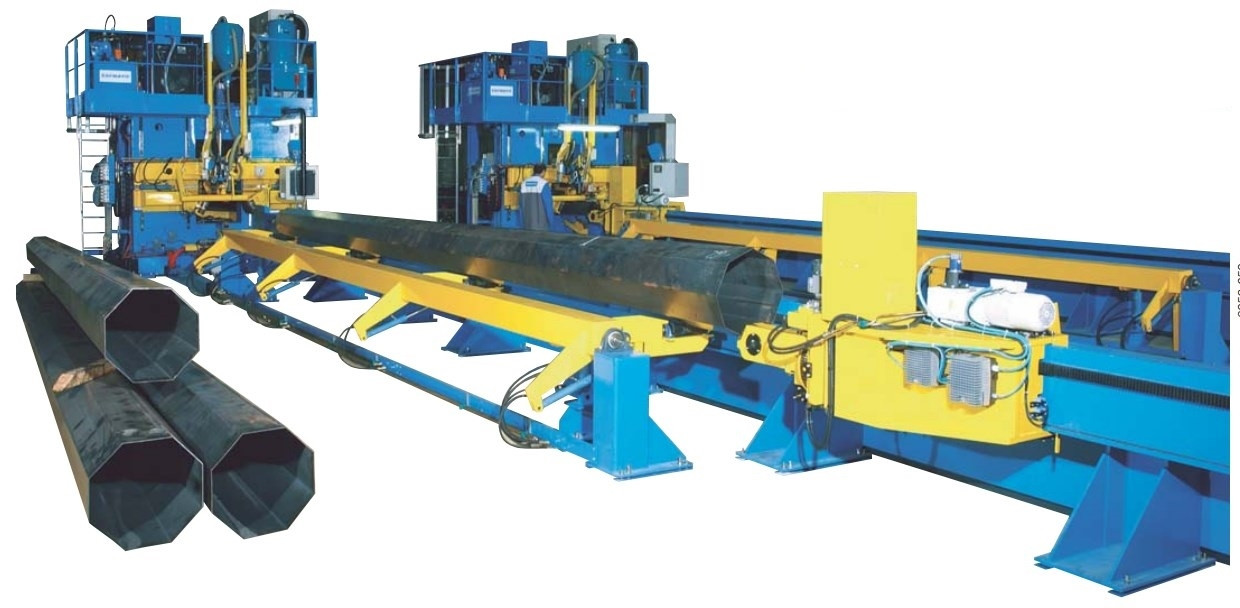
Лінії для зварювання багатогранних опор освітлення
- В наявності
Ціну уточнюйте
- +380 (50) 726-25-61менеджер

Виготовлення опор передбачає застосування такого обладнання:
- Портали плазмового різання для розпуску листів на заготовки, для подальшого згинання;
- Застосування звичайних (при довжині згину до 6 метрів), так і тандемних пресів(при довжині опори до 12 метрів);
- Зварювальний портал;
- Додаткове обладнання для:
- Вирізки лючків обслуговування (може бути, як рішення з роботом в складі РТК, так і звичайний портал плазмового різання, з додатковим оснащенням та програмним забезпеченням);
- Свердління отворів в опорі, для кріплення навісний частини опори освітлення;
- Приварювання опорної пластини до основи опори.
Описуване обладнання спеціально адаптовано для виготовлення високих мачт та опор освітлення, на основі досвіду SAF-FRO в цій області.
У реченні враховуються всі проблеми, пов'язані з виробництвом цих виробів, і пропонується ефективне рішення, що гарантує високий рівень зручності для оператора.
Стандартні опори
| Форма: | - Кругла конічна, 8-, 12 - і 16-гранна - Опора в одному кожусі |
| Діаметр: | мін. Ø 80 мм, макс. Ø 600 мм |
| Максимальна конусність: | 50 мм/м |
| Мінімальна довжина: | 4 м |
| Максимальна довжина: | 13 м |
| Матеріал: | Вуглецева сталь типу ST 235 - S355 JO, ST 44, ST 52 і ST 60 без окалини і мастила |
| Товщина: | залежність між товщиною, розмірами і формами |
У наведених нижче таблицях наведено мінімальний і максимальний діаметри під зварювання для вказаної товщини.
Кругла конічна:

Багатогранна:

Примітка: Зазначені вище розміри вимірюються наступним чином:

Що стосується товщини 6 мм, 7 мм і 8 мм, слід суворо дотримуватися якість вигину, особливо розкриття кромок по всій довжині опори.

Що стосується стандартних геометричних характеристик форми, зазначені вище значення слід розглядати як максимально високі для експлуатації зварювальної машини в оптимальних умовах (швидкість і темп виробництва) і отримання хорошої якості зварних опор. Необхідно суворо дотримуватися геометричні характеристики форми для товщини > 5 мм, особливо зазор між кромками.
У будь-якому випадку, під час ведення технологічного процесу оператор може регулювати різні параметри для обліку деяких відхилень (в межах виробничої потужності машини).
Важкі опори
Крім описаної вище стандартної опори в одному кожусі, машина пристосована до зварювання опори в одному кожусі з наступними характеристиками:| Форма: | 8-, 12-, 16-, 32-гранна |
| Діаметр: | Хв. Ø 320 мм, макс. Ø 850 мм |
| Товщина: | 10 мм макс. Максимальна товщина обмежується силою затискання машини 10000 даН і площин зазором. |
| Максимальна конусність: | 50 мм/м |
| Максимальна довжина: | 13 м |
| Мінімальна довжина: | 6 м |
| Матеріал: | Сталь типу ST 235 - S355 JO без окалини і мастила
|
| Максимальна вага опори: | 2000 кг |
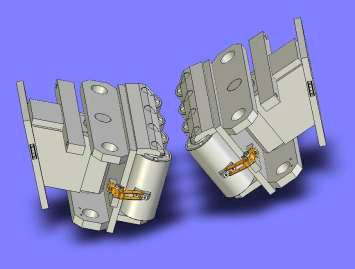
Для охоплення всього діапазону в оптимальній конфігурації деякі елементи повинні бути адаптовані, зокрема, це стосується притискних роликів. Тому ми поставляємо машину з 2 комплектами притискних роликів для:
- Опор з діаметром 80 мм < Ø < 600 мм
- Важких опор з діаметром 320 мм < Ø < 850 мм
Процес зварювання та обладнання
Процес зварювання: Дугова зварка під флюсом
Даний процес зварювання, з використанням електричної дуги під електропровідним флюсом, ведеться, головним чином, автоматичними машинами. Оброблювані вироби збираються при одночасному розплавлюванні сторін і додавання металу з однієї або декількох електродних дротів.Необхідна енергія виробляється електричним струмом, що протікає між електродами і зварюваними виробами. Зварний шов захищається шлаком від розплаву порошкоподібного флюсу, який покриває кінець електродного дроту, дугу і розплавлену ванну.
Дугове зварювання під флюсом забезпечує численні переваги з точки зору характеристик технологічного процесу, а саме:
- Висока швидкість обробки завдяки використанню високої напруженості, що впливає на одну або кілька електродних дротів.
- Низький витрата наплавляемого металу, оскільки металу часто потрібно менше, ніж в інших процесах зварювання.
- Висока ступінь проплавлення, яка значно знижує, а в деяких випадках навіть повністю усуває необхідність обробки крайок.
- Низький рівень спотворення.
- Дуже чиста поверхня наплавленого шару.

Зварювальне обладнання:
В основі системи SUBARC 7 лежать сучасні технології, пропонують споживачам найпотужніший інверторний джерело струму AC/DC для зварювання під флюсом у різних конфігураціях.

Широта застосування
- Струм DC та AC
- Постійне напруга
- Постійна сила струму
- Постійна швидкість подачі дроту
- Многоэлектродная зварювання

Повний контроль над змінним струмом
- Повне управління формою хвилі змінного струму з контролем частоти від 8 до 100 Гц, балансу від 20 до 80%, і зміщення в межах -30 і +30%
- Розширений на 27% діапазон параметрів забезпечить максимум гнучкості роботи на виробництві
- Контроль глибини провару і геометрії шва
- Виключає магнітне вплив дуги

Коефіцієнт наплавлення (кг/год) – 1 електрод Діаметром 3,2 мм, вуглецева сталь
STARMATIC 1200i AC/DC: потужність і функціональність
- Высокиий рівень ПВ: 100% при 1200 A (40 °C)
- Коефіцієнт наплавлення (кг/год) – 1 електрод Діаметром 3,2 мм, вуглецева сталь
- Екологічна конструкція: застосування інверторної технології гарантує більш ефективне споживання електроенергії, знижуючи виробничі витрати
- Відкрита архітектура дозволяє підключати зовнішній допоміжне обладнання
- Легка інтеграція з цифровим або аналоговим інтерфейсом
Мобільна консоль MC5


Мережа адміністрування та контролю зварювання
(віддалений контроль зварювання)
Програмне забезпечення, що дозволяє краще контролювати процес зварювання:
- Спостереження за виробництвом
- Порівняння зварювальних швів
- Побудова графіків та статистичної бази

| Основні атрибути | |
|---|---|
| Країна виробник | Франція |
| Гарантійний термін (міс) | 12 |
| Користувальницькі характеристики | |
| Стан | Нове |
- Ціна: Ціну уточнюйте